Makaleler
Civata Gerilmesi ve Civata Bağlantılarındaki Sürtünme
Civata Gerilmesi
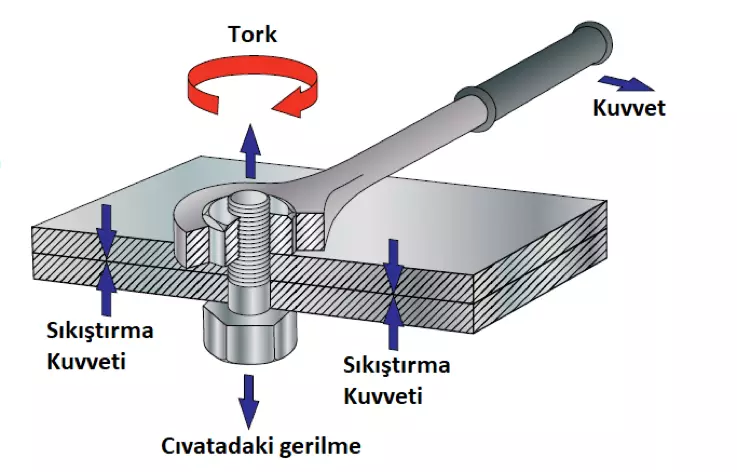
Bir somun sıkıldığında ve bağlantı elemanı kenetlendiğinde civata üzerinde bir gerilime sebep olur. Bu gerilim ise parçaların bağlantı üzerinde sıkışmasına sebep olur. Bir civatanın maksimum dayanacağı kuvvet civatanın neredeyse akma noktasına yaklaştığı nokta olarak belirlenmiştir. Bir civatanın en verimli dayanma gerilimi maksimum taşıma kapasitesinin %75 ve %90’ı arasında değişir ve civatalar genellikle bu değer aralıklarında gerilecek şekilde sıkılırlar.
Civata Bağlantılarındaki Sürtünme
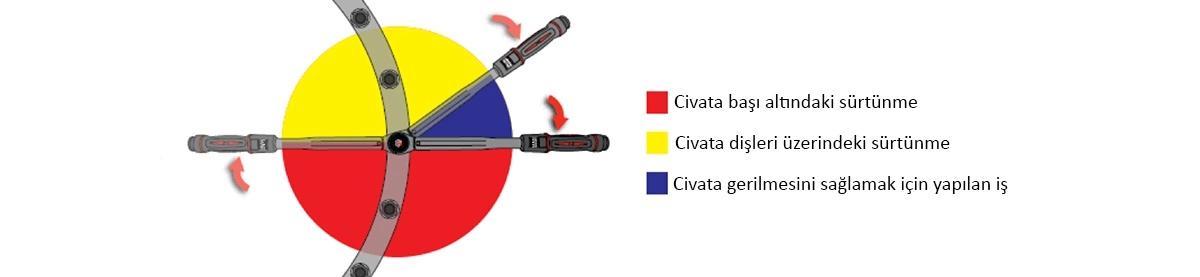
Bir dişli bağlantı elemanı sıkıldığında, oluşturulan gerilim, civata başı altında ve civata dişleri üzerinde sürtünmeye sebep olur. Genellikle, civata başı ile bitişik yüzey arasındaki sürtünmeye karşı koymak için, uygulanan torkun %50 kadarının harcandığı ve dişlilerde gerilimin %30 ile %40 oranında sürtünme kaybolduğu kabul edilir. Uygulanan torkun %10 kadarı civatanın gerilimini sağlamak için kullanılır.
Uygulanan torkun %90'ına kadar sürtünme kaybı olacağı göz önüne alındığında, yüzey kalitesi, yüzey durumu ve yağlamadaki farklılıklardan kaynaklanan sürtünme katsayısındaki herhangi bir değişikliğin, tork ve cıvata üzerindeki gerginlik ilişkisi üzerinde büyük bir etkisi olduğu gözlenmiştir. • Torkla sıkılmış bağlantılarda genellikle pul kullanılmaz. Çünkü pul kullanımı sıkma boyunca somun ve pul ya da pul ve bağlantı yüzeyi üzerinde bağıl hareketlenmelere sebep olur. Bu durum sürtünme yüzey alanlarını değiştirebilir ve bu nedenle tork- cıvata gerilmesi ilişkisini doğrudan etkiler. Daha büyük yüzey alanına sahip cıvata başına ihtiyaç duyulduğu zamanda pul yerine flanşlı somun ya da flanşlı cıvata kullanılır. Pulların kullanılması zorunlu durumlarda daha az değişken sürtünme sağlayacağından cıvata şaftına tam oturacak şekilde, sertliği fazla olan pullar tercih edilmelidir.
• Torkla sıkılmış bağlantılarda genellikle pul kullanılmaz. Çünkü pul kullanımı sıkma boyunca somun ve pul ya da pul ve bağlantı yüzeyi üzerinde bağıl hareketlenmelere sebep olur. Bu durum sürtünme yüzey alanlarını değiştirebilir ve bu nedenle tork- cıvata gerilmesi ilişkisini doğrudan etkiler. Daha büyük yüzey alanına sahip cıvata başına ihtiyaç duyulduğu zamanda pul yerine flanşlı somun ya da flanşlı cıvata kullanılır. Pulların kullanılması zorunlu durumlarda daha az değişken sürtünme sağlayacağından cıvata şaftına tam oturacak şekilde, sertliği fazla olan pullar tercih edilmelidir.
• Yüzeyi bir yağ filmiyle kaplı olan cıvatalar istenilen gerginliğin sağlanması için gereken tork değerini düşüreceğinden cıvata üzerindeki yağ durumu torklama işleminde göz önünde bulundurulmalıdır. Aksi takdirde uygulanan tork değeri, cıvatada daha fazla gerilme olmasını sağlayacağından cıvatanın kesilmesine sebep olabilir.
• Grafit, molibden disülfit ve balmumlarından formüle edilmiş süper yağlayıcılar minimum sürtünme ile sağlarlar. Belirtilen sıkma torkunda izin verilmediği sürece uygulanan cıvata gerilmesi fazla olabilir ve bu da cıvatanın akması ya da kopması durumlarına mahal verebilir. Bununla birlikte, kayganlaştırıcılar kontrollü bir şekilde kullanıldığında, bu kayganlaştırıcılar istenen gerilimi üretmek için torku azaltmada ve daha düşük kapasiteli bir sıkma aletinin kullanılabileceği anlamına gelir.
• Korozyon etkisi nedeniyle bağlantı elemanlarının dış yüzeyi kaplanabilir. Bu durum sürtünme katsayısını ve dolayısıyla tork- cıvata gerilmesi ilişkisini etkiler.
• Sürtünme, bağlantı elemanlarının titreşimle gevşemesini önlemek adına ihitiyaç duyulan bir durumdur ve kasıtlı olarak sürtünmeli bağlantılar tercih edilir. Doğru sıkma torku elde edilirken kilitli somunlar da dikkate alınmalıdır.
Tork hesaplanırken yüzeyin işlenme ve yağlanma durumuna göre yaklaşık değerlerle hazırlanmış olan aşağıdaki tablodan yararlanılabilir ve tork değerleri verilen katsayılarla çarpılarak tork değerine ulaşılabilir.